Система диспетчерського контролю за роботою технологічного обладнання.

Замовник: ПРАТ "МИРОНІВСЬКА ПФ"
Назва проекту:Система диспетчерського контролю за роботою технологічного обладнання
Опис проекту:
Проект реалізовано на комплексі з переробки курчат-бройлерів ПрАТ «Миронівська птахофабрика», розташованого в с. Степанці, Канівського району Черкаської області.
Система забезпечує неперервний контроль за технологічними параметрами під час роботи конвеєрних ліній забою та патрання та надає наступні функціональні можливості:
- неперервний контроль за роботою та споживаним струмом електродвигунами основних конвеєрів ліній забою та патрання;
- відображення інформації на ПК, встановленому в приміщенні обслуговуючого персоналу, про стан електродвигунів та величини споживаних струмів;
- встановлення гранично допустимих величин струмів для кожного електродвигуна з можливістю вмикання аварійної сигналізації при виході споживаного струму за дані межі;
- здійснення архівування даних про аварійні ситуації з можливістю швидкого доступу для перегляду цих даних.
Під час робіт використано наступне обладнання виробництва фірми Omron:
- модулі аналогових входів CJ1W-AD081-V1, що мають вісім аналогових входів струму або напруги;
- програмне забезпечення для комп’ютерної візуалізації СХ-Supervisor.
Структурна схема системи зображена на рисунку 1.
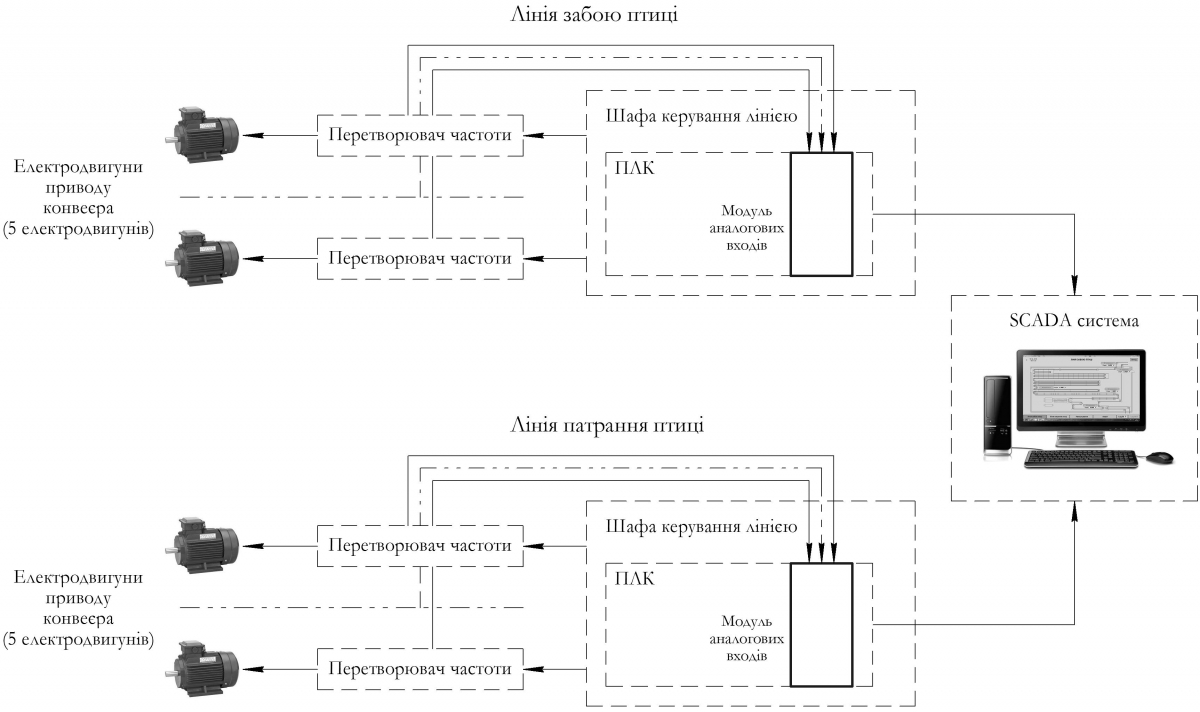
Рисунок 1 - Структурна схема системи диспетчерського контролю за роботою технологічного обладнання
Короткий опис роботи системи.
Роботу системи можна розглянути на базі однієї з ліній, а саме лінії забою птиці. Основний конвеєр приводиться в рух п’ятьма електродвигунами, які живляться від відповідних
перетворювачів частоти, встановлених в шафі керування.
Кожен частотний перетворювач має аналоговий вихід, який було запрограмовано на виведення даних про величину струму, яку споживає електродвигун в даний момент.
Для збирання інформації про споживаний струм використано модуль аналогових входів типу CJ1W-AD081-V1, який монтується безпосередньо до наявного в щафі програмованого
логічного контролера (ПЛК) типу CJ1 фірми Omron.
За допомогою відповідного програмного забезпечення ПЛК обробляє отриману з перетворювачів частоти інформацію та передає її мережею Ethernet до ПК, встановленого в
приміщенні обслуговуючого персоналу.
Аналогічно інформація надходить на ПК з лінії патрання.
На ПК встановлено програмне забезпечення для комп’ютерної візуалізації СХ-Supervisor, за допомогою якого на моніторі в режимі реально часу є можливість контролю за перебігом технологічного процесу.
Зовнішній вигляд вікна для контролю за перебігом технологічного процесу лінії забою приведено на рисунку 2.

Рисунок 2 - Зовнішній вигляд вікна для контролю за перебігом технологічного процесу лінії забою птиці